
Pasteurizador aumenta la capacidad de un fabricante de bebidas
Un pasteurizador y llenadora de la Serie HRS Aseptic Block ha permitido a un fabricante de refrescos en Reino Unido aumentar su capacidad y cumplir plazos de los nuevos pedidos.
El cliente fabrica, envasa y distribuye bebidas por encargo para la industria de alimentos y bebidas en Reino Unido. Uno de sus principales productos es un zumo de frutas para una de las grandes marcas. Nuestro cliente necesitaba aumentar su capacidad de producción dentro de unas instalaciones existentes, por lo que contactaron con HRS para conseguir una solución, preservando el sabor fresco y las características de calidad premium del producto.
El cliente trabajaba con un intercambiador de calor de placas para pasteurizar bebidas, pero este carecía de capacidad suficiente para satisfacer el aumento de la demanda del producto, y, debido a su diseño, solo podía hacer frente a una gama limitada de variedades. Con el pasteurizador tubular basado en un intercambiador de calor multitubo HRS, no solo aumentó la capacidad de producción en sus limitadas instalaciones, sino que también le permitió fabricar nuevos productos con mayor viscosidad que le demandaban las grandes cadenas de distribución.
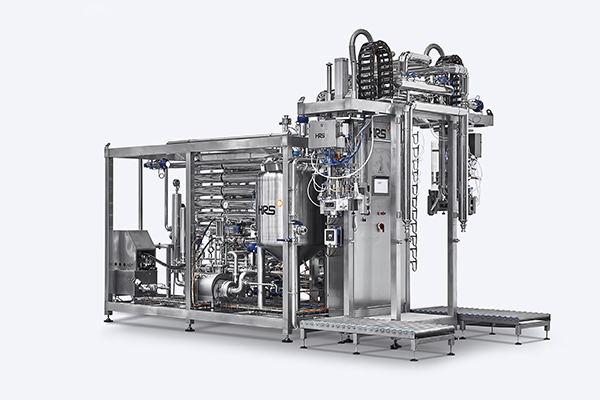
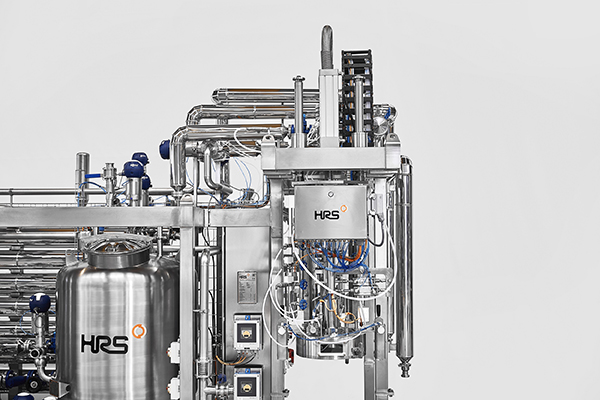
Tras estudiar la consulta, decidimos que una unidad HRS Aseptic Block, añadiéndole un pasteurizador (basado en la Serie HRS MI de intercambiadores de calor multitubo), bombas y una llenadora aséptica de la Serie AF para llenar productos bag-in-box a granel, sería la mejor solución para cumplir con los requisitos técnicos en el espacio disponible. El cliente quería una solución llave en mano y HRS también se encargó de los accesorios, como la caldera para calentar el agua para el pasteurizador, el enfriador y todas las tuberías, bombas, medidores, etc. necesarios. El Aseptic Block también incluía un tanque de amortiguación, un sistema integrado de limpieza CIP y los sistemas de control.
Capaz de trabajar 3 toneladas de producto por hora, el pasteurizador eleva la temperatura del producto de 15°C a 95°C, con un tiempo de retención de 30 segundos, antes de enfriarlo a 18°C, listo para el llenado aséptico. Desde su instalación, el HRS Aseptic Block ha funcionado según las especificaciones, satisfaciendo plenamente las necesidades tanto de nuestro cliente como de su cliente.
Hrs Heat Exchangers, S.L.U.
Castillo de La Concepción, 14
30564 - Lorquí (España)
Web: https://www.hrs-heatexchangers.com/es